铝合金门窗以其轻质高强、密封性好、外观美观、耐腐蚀及易于维护等优点,在建筑门窗领域占据主导地位。其卓越性能的实现,依赖于一套严谨、精细的加工工艺。本文将深入解析铝合金门窗加工的基本工艺流程,带您了解一扇优质门窗是如何诞生的。
一、设计、选材与备料
这是加工流程的起点,决定了产品的最终形态与性能基础。
- 设计下单:根据建筑图纸、洞口尺寸、使用环境(如风压、气候)、客户个性化需求(如颜色、开启方式、玻璃配置)等,进行深化设计,确定门窗的分格、型材系列、五金配件、玻璃类型等,并生成详细的加工图纸与料单。
- 型材选择与检验:选用符合国家标准的优质铝合金型材,其合金成分、壁厚、力学性能及表面处理(如粉末喷涂、氟碳喷涂、阳极氧化等)需满足设计要求。型材入库前需进行外观、尺寸及壁厚检验。
- 下料切割:依据料单,使用高精度的双头切割锯或数控切割中心,将型材切割成所需的长度。此工序的关键在于切割角度的精确性(通常为45°或90°)和长度的准确性,误差需控制在±0.5mm以内,这是保证后续组角严丝合缝的前提。
二、型材加工与孔槽制备
对切割好的型材进行精细化加工,为组装和功能实现做准备。
- 铣削加工:使用端面铣床等设备,对型材的端头进行铣削,以清除切割毛刺,并加工出用于安装角码或组角片的特定槽口,确保组角连接强度。
- 钻、冲孔:根据五金配件(如合页、执手、锁点、滑轮等)的安装位置,在相应型材上精确钻孔或冲孔。包括执手安装孔、锁孔、排水孔、五金安装螺丝孔等。排水孔的加工对门窗的水密性至关重要。
- 开槽、铣榫:在需要安装玻璃压线、密封胶条的位置开出相应的槽口;部分工艺还会铣出榫卯结构以增强连接。
三、组装与拼接
将加工好的各个部件组合成一扇完整的门窗框架。
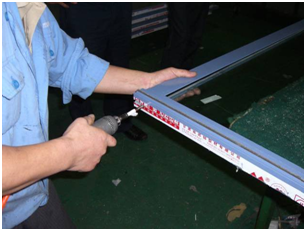
- 角部连接(组角):这是门窗框架成型的核心工序,直接关系到门窗的强度、方正度和密封性。主要有两种工艺:
- 活动角码工艺:采用带锁紧螺丝的角码连接,便于运输和现场安装调整,但长期稳定性略逊于注胶工艺。
- 注胶角码工艺(销钉注胶):使用带导流槽的角码,插入型材腔体后,通过注胶孔注入专用的双组分组角胶。胶体固化后,能将角码与型材腔体牢固粘接为一体,强度极高,且能有效密封角部缝隙,防水防尘性能卓越,是目前高端门窗的主流工艺。
- 中梃连接:对于有横梁或竖梃的分格窗型,需使用专用的中梃连接件(如铸铝件或加工件),通过螺丝或榫接方式与边框可靠连接,保证其承重与稳定性。
四、配件安装与玻璃装配
- 五金件安装:将执手、传动器、合页(铰链)、锁点、滑轮等五金系统精确安装到预定位置,并调试其启闭的顺畅度、密封压紧力及多点锁闭的同步性。优质的五金和精准的安装是门窗使用体验的关键。
- 密封胶条安装:在相应的槽口内嵌入门窗专用的三元乙丙(EPDM)密封胶条,用于框扇之间、玻璃与压条之间的密封,其弹性、耐老化性直接影响门窗的气密、水密和隔音性能。
- 玻璃安装:
- 清洁玻璃和型材槽口。
- 在玻璃底部垫上承重垫块,两侧及顶部放置定位垫块,确保玻璃在框内受力均匀且留有热胀冷缩空间。
- 将玻璃放入框扇中,然后安装玻璃压线(扣条)将其固定。
- 对于要求更高的系统门窗,常在玻璃与型材间施打中性硅酮密封胶进行二次密封和粘接,进一步增强整体结构性。
五、检验、清理与包装
- 成品检验:对组装完成的门窗进行全方位检验,包括:外观检查(表面无划伤、无污染)、尺寸复核、对角线偏差检测、启闭力测试、锁闭功能测试、排水通道检查等。对于高性能门窗,还需进行模拟风雨的喷淋试验。
- 清洁:清除型材表面及玻璃上的灰尘、油污和加工残留物。
- 包装:对门窗的边角进行防护,采用无腐蚀性的包装材料进行妥善包装,防止在运输和储存过程中受损。通常会在显著位置贴上包含产品信息、安装方向等内容的标签。
铝合金门窗的加工是一个环环相扣的系统工程,每一个环节的精度和工艺水平都直接影响着最终产品的性能、寿命和美观度。从精准下料到牢固组角,从精密五金调试到规范玻璃安装,无不体现着“匠心制造”的精神。了解这些基本工艺,有助于我们在选购和使用铝合金门窗时,更好地辨别其品质优劣,从而选择到真正安全、耐久、舒适的高性能门窗产品。